Graepel Italiana SpA |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
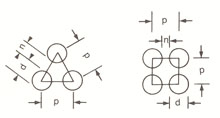
Lamiere forate - Caratteristiche tecniche Forme dei fori Le più semplice forme dei fori sono quella tonda, quella quadrata e quella triangolare (equilatera). Mentre il foro triangolare viene richiesto molto raramente per scopi specifici, i fori tondi e quadrati sono in assoluto i più richiesti. Da questi sono pure derivati il foro oblungo (asola) ed il foro rettangolare (a spigoli vivi).
Oltre a questi fori ve ne sono molti altri di forma particolare, per esempio:
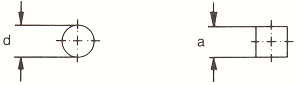
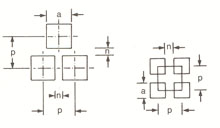
Questi ultimi trovano applicazione per usi specifici, mentre quelli descritti più sopra corrispondono ad oltre l'80% della produzione, trovando utilizzo nei più svariati settori. Non sempre si vuole che il perimetro del foro sia nello stesso piano della superficie della lamiera. Talvolta si provvede a deformare in modo omogeneo tutto il contorno del foro o verso l'alto o verso il basso rispetto al piano della lamiera. Un siffatto foro è chiamato svasato. Mentre normalmente tutti i fori di una lamiera sono svasati o verso l'alto o verso il basso, Graepel ha sviluppato il metodo di combinare i due sensi di svasatura in una sola lamiera. Forme dei fori Il foro tondo viene determinato dalla misura del suo diametro "d", mentre per il foro quadrato si indica la misura del lato "a". Sono possibili diametri "d" e lati "a" fino a 120 mm.
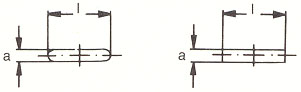
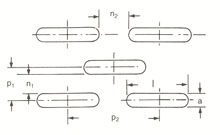
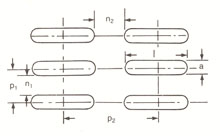
I fori oblunghi e rettangolari sono definiti dalle misure della loro larghezza "a" e dalla lunghezza "l" che possono raggiungere valori massimi di "a" = 120 mm e "l" = 200 mm e più.
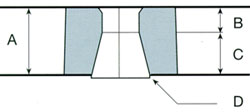
Il foro ottenuto mediante punzonatura si divide in tre zone: in alto la zona di deformazione, poi la zona di tranciatura seguita infine dalla zona di rottura. La misura del foro viene rilevata nella zona di tranciatura. Nella normale esecuzione di una lamiera forata, la sezione dei fori è leggermente conica nella zona di rottura. É importante che il rapporto tra il nervo "n" e lo spessore della lamiera non scenda mai sotto 1. Diversamente è possibile la rottura dei nervi tra i fori.
Passo (interasse) e nervo Il passo o interasse corrisponde alla distanza tra i centri di due fori adiacenti Il nervo identifica la minor zona piena tra due fori vicini.
Inizio e fine zona forata La zona forata si misura tra le circonferenze ovvero i lati esterni dei fori della prima ed ultima fila di fori. Per motivi tecnici di costruzion degli stampi, la distanza tra i punzoni è generalmente doppia o tripla rispetto al passo di perforazione. Pertanto solo dopo il secondo, e talvolta dopo il terzo colpo, si ottiene il completamento del disegno di perforazione. Così anche la fine della zona forata si presenta incompleta. Questo inizio di perforazione è chiamato "doppio" ovvero "triplo salto iniziale". Con le moderne presse perforatrici a Controllo Numerico è quasi sempre possibile eliminare tali salti iniziali. E' importante che ciò venga specificato sin dalla richiesta. Molti stampi oggi lavorano con avanzmaneto doppio per limitare i tempi e costi di produzione. Purtroppo non tutti questi stampi consentono di ottenere inizio e fine perforazione regolari. Spesso il cliente rinuncia a tale esigenza estetica per contenere i costi della lamiera forata. Il sistema del doppio o triplo salto iniziale vale non solo per i fori tondi ma anche per tutti gli altri tipi di perforazione.
Bordi, zone piene e relativa misurazione Uno dei grandi pregi della lamiera forata è poter avere dei bordi e delle zone piene. Nella norma, i due lati lunghi delle lamiere forate fino a 4 mm di spessore presentano piccoli bordi non forati, mentre gli altri due lati ne sono sprovvisti. A partire da 5 mm di spessore lo standard prevede invece bordi pieni perimetrali. I bordi pieni possono essere eliminati mediante il taglio a cesoia. E' inoltre possibile rispettare delle zone piene anche in posizioni diverse, e specialmente con le presse a passata multipla, esiste la massima libertà di scelta della forma e della posizione di zone senza perforazione. La misurazione dei bordi va effettuata non dal centro del foro ma dal suo bordo al lato esterno della lamiera.
Bave di tranciatura e di taglio Come ogni altro sistema di tranciatura, così anche la perforazione causa bave di tranciatura sul lato di uscita del punzone. La quantità di bava dipende da vari fattori quali per esempio il tipo di materiale, l'affilatura dello stampo, il gioco tra punzone e matrice, etc. Da tener presente che su tutto il perimetro della lamiera esistono le bave di taglio dovute alla rifilatura o cesoiatura. Queste bave sono spesso rivolte in senso opposto fra di loro e a quella di perforazione. Importante: salvo diversi accordi, nei disegni viene rappresentato il lato d'entrata dei punzoni. Vuoto su pieno Il rapporto tra il vuoto ed il pieno, facilmente calcolabile con le formule più avanti esposte, è espresso in percentuale della totale superficie forate, cioè non tiene conto di bordi e zone piene. La spianatura delle lamiere forate La perforazione causa tensioni nella lamiera, deformandola. E' necessaria quindi la successiva spianatura con apposite spianatrici multicilindriche. In caso di lamiere grandi, ampie superfici piene, bordi larghi o disuguali tra loro, materiali molto duri o con perforazioni "difficili", la tensione può essere tale da compromettere la spianatura. La lamiera forata riavvolta in nastri non subisce alcun tipo di spianatura, quindi al momento dello svolgimento non è garantita la planarità. Richieste ed ordini In caso di richiesta o ordine vanno forniti i seguenti dati: - quantità dei fogli - qualità del materiale - spessore, larghezza e lunghezza delle lamiere - misure del foro (disposizione, parallelismo per fori oblunghi e rettangolari) - passo (se non indicato, sarà adottato quello normale) - bordi e/o zone piene - termine di consegna desiderato Nel dubbio è sempre bene inviare un disegno o schizzo oppure, se disponibile, un campione. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Graepel Italiana S.p.A 46018 SABBIONETA (MN) - Via Fondi, 13 - ITALY - Tel. +39 0375 220101 - Fax +39 0375 220262 R.I. MN / C.F. / P.IVA 00500630207 - REA 135337 - Cod. Mecc. MN005636 - Cap. Soc 516.450 i.v. - info@graepel.it |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||